
جدول المحتويات
آلة مكابس الضغط CNC عبارة عن معدات ميكانيكية عالية الدقة تستخدم في الثني والتشكيل وعمليات المعالجة الأخرى على الصفائح المعدنية. يتطلب عملها مهارات وخبرة معينة. قد تبدو هذه الآلة معقدة وقوية، لكن في الحقيقة، طالما أنك تتقن أساليب التشغيل الصحيحة، يمكنك التحكم فيها بسهولة. تهدف هذه المقالة إلى تزويدك بدليل تشغيل مكابح الضغط CNC الشامل، مما يساعدك على البدء بسرعة وتحسين كفاءة العمل.
مقدمة عامة عن تشغيل الفرامل بالضغط باستخدام الحاسب الآلي
الفرامل الصحافة باستخدام الحاسب الآلي تتضمن طريقة التشغيل بشكل أساسي الخطوات التالية.
- التحضير لبدء التشغيل: قبل بدء العملية، قم أولاً بتوضيح هدف الثني الخاص بك، بما في ذلك سمك الورقة التي تحتاج إلى الثني والمادة وزاوية الانحناء. ستحدد هذه المعلومات كيفية ضبط معلمات فرامل الثني CNC. تحقق من أداء المعدات والبرنامج وإعدادات القالب الخاصة بالماكينة للتأكد من أنها في حالة جيدة. ابدأ تشغيل مصدر الطاقة الرئيسي لأداة الآلة، وقم بتنشيط المحرك الهيدروليكي، وقم بإجراء عملية تصفير أداة الآلة.
- إعداد القالب وبرمجته: حدد القوالب العلوية والسفلية المناسبة بناءً على الطول وسمك اللوحة ومقياس ضغط الانحناء لقطعة العمل، وتأكد من أن ضغط الانحناء أقل من مقاومة الضغط للقالب. قم بالبرمجة على لوحة LCD التي يتم التحكم فيها باستخدام الحاسب الآلي، مع الأخذ في الاعتبار وضع البرمجة المباشرة أو وضع برمجة الزاوية، لتجنب التداخل بين قطعة العمل والقوالب العلوية والسفلية والمقياس. تأكد من ضمان إعدادات المعلمة الدقيقة لتجنب التأثير على تأثير الانحناء.
- التعديل والتحضير: اضبط شوط آلة فرامل الضغط الهيدروليكية للتأكد من وجود فجوة في سمك اللوحة عندما ينزل القالب العلوي إلى الأسفل، وتجنب تلف القالب والآلة. اختر عرض الفتحة المناسب واضبط مادة الحجب بعد التعديل.
- ابدأ الانحناء: اضغط على مفتاح القدم لبدء الانحناء، والذي يمكن تحريره في أي وقت، وستتوقف آلة الثني. استمر في الضغط على المفتاح للانحناء عند الحاجة.
- البرمجة والتشغيل: استخدم نظام التحكم لكتابة برامج الانحناء ومعلمات الإدخال مثل زاوية الانحناء ووضع البداية. قم بتحميل البرنامج المكتوب في نظام التحكم الخاص بآلة ضغط الفرامل CNC، ثم حدد الوضع التلقائي للتشغيل، وستكمل الآلة عملية الثني تلقائيًا وفقًا للمعايير والخطوات المحددة.
- فحص وإكمال العمل: بعد الانتهاء من الثني، تحقق مما إذا كان حجم وزاوية وشكل قطعة العمل تلبي المتطلبات. قم بإجراء التعديلات والضبط اللازم لضمان جودة قطعة العمل. تنظيف منطقة العمل وتسجيل المعلمات والبرامج التشغيلية.
باتباع الخطوات المذكورة أعلاه، يتم هيدروليكي الانحناء الفرامل آلة يمكن تشغيلها بشكل فعال لثني الصفائح المعدنية المختلفة.
احتياطات العملية
أثناء تشغيل مكابح الضغط CNC، يحتاج المشغلون إلى الاهتمام بالسلامة وتجنب الحوادث.
عند إجراء عمليات الثني، يجب الانتباه إلى التحكم في قوة وسرعة الثني لتجنب مشاكل مثل الكسر والتشوه.
عند ضبط القالب، ينبغي إيلاء الاهتمام لضمان التوازي والفجوة بين القوالب العلوية والسفلية لضمان جودة ودقة الانحناء.
أثناء التشغيل، من المهم ملاحظة حالة تشغيل الماكينة وثني اللوحة، وإجراء التعديلات والضوابط في الوقت المناسب.
بعد الانتهاء من التشغيل، يجب إجراء أعمال التنظيف والصيانة لضمان التشغيل الطبيعي للآلة.
صيانة آلة الفرامل الصحافة
قبل إجراء صيانة أو تنظيف الماكينة، يجب محاذاة المثقاب العلوي مع القوالب السفلية ويجب خفض الماكينة وإيقاف تشغيلها حتى اكتمال العمل. إذا كانت هناك حاجة لبدء التشغيل أو عمليات أخرى، فيجب تحديد الوضع كدليل ويجب ضمان السلامة. محتوى الصيانة هو كما يلي:
دائرة الزيت الهيدروليكي
- افحص مستوى الزيت في خزان الوقود كل أسبوع، وافحصه أيضًا بعد صيانة النظام الهيدروليكي. إذا كان مستوى الزيت أقل من نافذة الزيت، قم بإضافة الزيت الهيدروليكي.
- الزيت الهيدروليكي المستخدم في هذه الآلة هو ISO HM46 أو MOBIL DTE25.
- يجب تغيير زيت الآلة الجديدة بعد 2000 ساعة تشغيل، وكل 4000-6000 ساعة تشغيل بعد ذلك. بعد كل تغيير للزيت، يجب تنظيف خزان الزيت.
- يجب أن تكون درجة حرارة زيت النظام بين 35 درجة مئوية و60 درجة مئوية، ويجب ألا تتجاوز 70 درجة مئوية. إذا كانت مرتفعة للغاية، فقد تتسبب في تدهور جودة الزيت وملحقاته وإتلافها.
منقي
- يجب استبدال الفلتر أو تنظيفه جيدًا في كل مرة يتم فيها تغيير الزيت.
- إذا كانت أداة الماكينة تحتوي على إنذارات ذات صلة أو خلل آخر في الفلتر مثل جودة الزيت الرديئة، فيجب استبدالها.
- يجب فحص وتنظيف فلتر الهواء الموجود في خزان الوقود كل 3 أشهر، ويفضل استبداله كل عام.
المكونات الهيدروليكية
- قم بتنظيف المكونات الهيدروليكية (الركائز، والصمامات، والمحركات، والمضخات، وأنابيب الزيت، وما إلى ذلك) شهريًا لمنع دخول الأوساخ إلى النظام وتجنب استخدام مواد التنظيف.
- بعد استخدام آلة ضغط الفرامل الجديدة لمدة شهر واحد، تحقق مما إذا كان هناك أي تشوه في الأجزاء المنحنية لأنابيب الزيت. إذا كان هناك أي خلل، ينبغي استبدالها. بعد شهرين من الاستخدام، قم بربط جميع توصيلات الملحقات وأوقف تشغيل الجهاز عند القيام بهذا العمل.
اختيار وتصحيح أدوات الفرامل الصحافة
لكمة العليا
تنقسم آلة الثقب العلوية لفرامل الضغط، والمعروفة أيضًا بسكين الطي، إلى نوعين: متكامل ومجزأ. طول القالب العلوي المتكامل هو 415mm و 835mm على التوالي.
طول الانقسام: 10، 15، 20، 40، 50، 100 (الأذن اليسرى)، 100 (الأذن اليمنى)، 200، 300 (مم). يمكن استخدام وحدة التجزئة لدمج أطوال الانحناء ذات الأطوال المختلفة. ينقسم القالب العلوي إلى أربعة أنواع: الخرامة العلوية المستقيمة، الخرامة العلوية المنحنية، الخرامة العلوية المنحنية، والخرم العلوي الخاص.
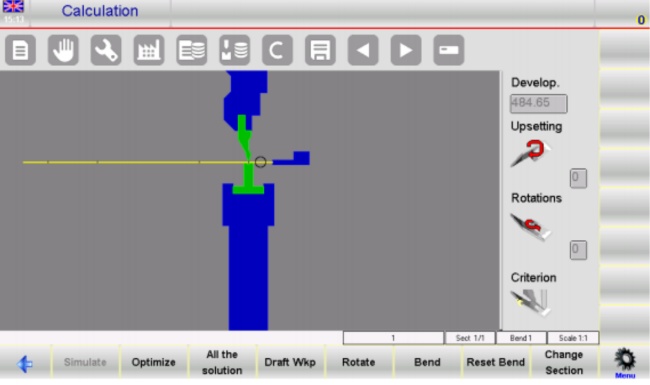
أنواع وخصائص المعالجة للخرامة العلوية المستقيمة
إن المثقاب العلوي المستقيم مناسب لثني المنتجات المتماثلة، ويمكن تجنب كلا الاتجاهين الأمامي والخلفي، وسمك الأداة 6 مم، وبالتالي فإن فتحة الثني يمكن أن تكون صغيرة مثل 6 مم.
تحليل الأداة: من مخطط المحاكاة لثني الأداة، يمكن ملاحظة أنه يمكن تجنب الأداة في الموضعين الأمامي والخلفي، لكن طول Z وW أصغر من طول X وY. زاوية طرف الأداة لهذا نوع الأداة هو 88 درجة، وزاوية طرف الأداة R هي 0.2. بالإضافة إلى ذلك، يتم استخدام الأدوات ذات زاوية رأس الأداة 30 درجة و45 درجة بشكل شائع. زاوية حافة القطع هي 30 درجة، وزاوية R لحافة القطع هي 0.67، لذلك يمكن ثنيها بزاوية 30 درجة. درجة إلى 180 درجة. باستخدام الزاوية الصغيرة لطرف الأداة، يمكن تجنب ظهور الثقوب أو المكسرات. بالإضافة إلى ذلك، يمكن استخدامه أيضًا كقالب إدخال عميق، ويمكن تجنب استخدام الأداة في الوضعين الأمامي والخلفي.
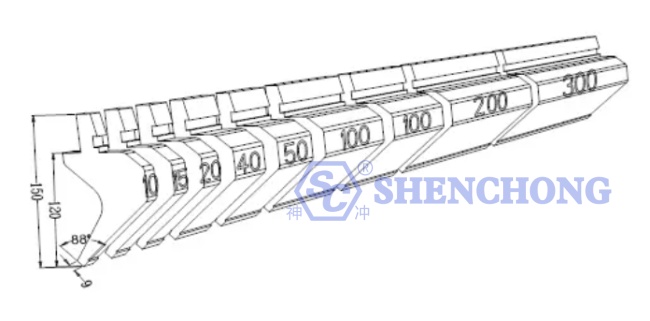
أنواع وخصائص المعالجة للخرامة العلوية المنحنية
تحليل الأداة: تستخدم الأداة بشكل أساسي التجنب في اتجاه W أثناء عملية الثني. عندما يكون X > 15 مم، يصبح تأثير التجنب أسوأ فأسوأ. إنها تلبي شروط الانحناء فقط عندما تكون Y> 30، وإلا فإنها ستصطدم بالجزء الخلفي من الأداة. يُعرف هذا النوع من الأدوات عادةً باسم المثقاب العلوي المنحني الصغير. عندما يكون X > 25 مم، يصبح تأثير التجنب أسوأ فأسوأ. عندما يكون Y> 75، يتم استيفاء شرط الانحناء، وإلا فسوف يصطدم بالجزء الخلفي من الثقب العلوي. يُعرف هذا النوع من الأدوات عادةً باسم المثقاب العلوي المنحني الكبير.
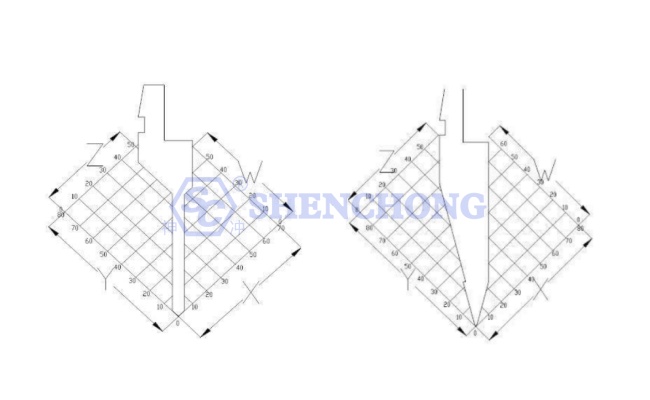
أنواع وخصائص المعالجة للثقب العلوي ذو القوس الدائري
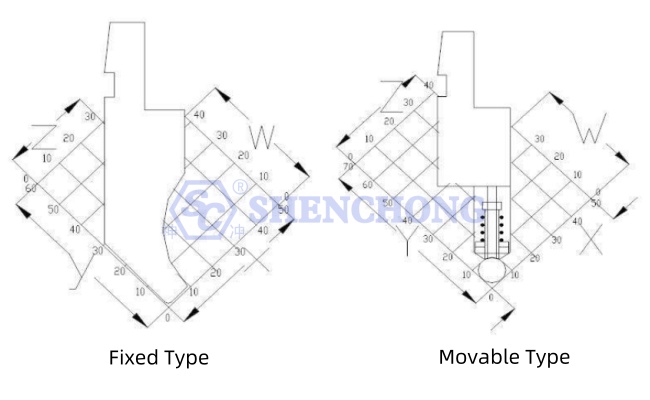
تحليل الأداة: تنقسم اللكمات العلوية القوسية إلى أنواع ثابتة ومتحركة. تلبي اللكمة العلوية القوسية ظروف المعالجة لانحناءات القوس المختلفة عن طريق استبدال القضيب الدائري. الثقب العلوي ذو القوس الثابت له نفس تأثير التجنب مثل أدوات الثني الصغيرة عندما يكون الحجم X أكبر من 10 مم. معايير الاختيار الشائعة للأخدود V للقالب السفلي هي قطر القوس بالإضافة إلى سماكة اللوحة.
أنواع وخصائص المعالجة للخرامة العلوية الخاصة
الخاص لكمة علوية لفرامل الضغط وتشمل قوالب فرق المرحلة، وقوالب التسطيح، وبعض قوالب الثني ذات الأشكال الخاصة.
ج: هناك نوعان من القوالب التفاضلية الموجودة: 415 مم و835 مم. مواصفات الحجم لشكل التقسيم متوافقة مع تلك الخاصة بأداة القطع، وشكل الثني موضح في مخطط التشكيل. ومع ذلك، عندما يكون سمك الورقة سميكًا، مثل T = 2.0، مع الأخذ في الاعتبار المسافة البادئة الشديدة والقيود المفروضة على القالب نفسه، سيكون من الصعب تشكيلها.
ب: القالب العلوي لقالب التسطيح هو قالب مسطح، ويمكن استبدال القالب السفلي بقالب سفلي منحني عادي، ولكن يجب تجنب الأخدود على شكل حرف V. إنها تستخدم بشكل رئيسي لتسطيح الحواف الميتة، تثبيت المكسرات وطرق المعالجة الأخرى.
اضغط على قالب الفرامل السفلي
يتضمن القالب السفلي لمكابح الضغط ثني القالب السفلي، وإدخال القالب السفلي العميق، وما إلى ذلك.
يعتمد اختيار القالب السفلي لفرامل الضغط بشكل أساسي على سمك المنتج المعالج. عندما يكون من الضروري تحديد شقوق V كبيرة أو صغيرة للمعالجة بسبب قيود المعالجة، يجب تعديل معامل الانحناء وفقًا لذلك. تحليل القالب: تشمل أنواع الشقوق V بشكل أساسي 4V، 6V، 7V، 8V، 10V، 12،16V، 25V، وبعض أدوات ثني الشقوق الكبيرة الخاصة.
المبادئ الأساسية لترتيب عملية الانحناء
- الانحناء من الداخل إلى الخارج.
- ينحني من الصغير إلى الكبير.
- أولا ثني الشكل العام، ثم ثني الشكل المعقد.
- المبدأ هو أن ثني العملية السابقة لا يؤثر على العملية اللاحقة.
طريقة التحكم في حجم الانحناء
- لتجنب الأخطاء التراكمية، قم بقياس الحجم المكشوف لكل طية أثناء المعالجة.
- تجنب الاتكاء على الحواف المنحنية وتجنب الاتكاء على الزوايا الكبيرة.
- يجب وضع المنتج مع الحافة المنحنية، ويجب أن تكون زاوية الطي السابقة أقل بقليل من 90 درجة.
- تحديد دقة أدوات القياس قبل المعالجة.
- إجراء الفحص الأولي قبل المعالجة الرسمية وإجراء عمليات تفتيش منتظمة أثناء المعالجة.
- حدد الآلة المناسبة وفقًا لمتطلبات الدقة للمنتج المعالج.
- تجنب اختيار الأدوات غير متحدة المركز، وتأكد من أن طرف أداة القالب العلوي على نفس الخط المستقيم قبل المعالجة.
- اختيار طرق المعالجة الجيدة وترتيب التقنيات لتبسيط صعوبة المعالجة.
- تحديد المواقع بدقة، يجب اكتشاف أي وضع غير طبيعي على الفور.
في الوقت الحالي، يمكن لجهاز التحكم في مكابس الضغط CNC أن يقوم تلقائيًا بتحسين خطوات الانحناء للمستخدمين، مما يعني أن المشغلين لا يحتاجون إلى تصميم خطوات الثني يدويًا باستخدام مكابس الضغط الهيدروليكية CNC.
خاتمة
إن معرفة المزيد عن معرفة تشغيل مكابح الضغط CNC تساعد المشغلين على تحسين نتائج الثني وصيانة الماكينة بشكل أفضل. آلات SC هي واحدة من أشهر الشركات المصنعة لفرامل الضغط الهيدروليكي في الصين. لمزيد من المعلومات حول الفرامل الصحافة، فلا تتردد في الاتصال بنا.




