
جدول المحتويات
إن العلاقة بين سرعة اللحام بالليزر وقوته وسمك المادة أمر بالغ الأهمية لتحديد جودة وكفاءة عملية اللحام. هذه العوامل الثلاثة - سرعة اللحام وقوة الليزر وسمك المادة التي يتم لحامها - مترابطة ويجب تحسينها لتحقيق لحامات قوية وخالية من العيوب. إن فهم كيفية تفاعلها أمر ضروري للصناعات مثل صناعة السيارات والفضاء والتصنيع، حيث تكون الدقة وسلامة المواد ذات أهمية قصوى.
مقدمة أساسية عن آلة اللحام بالليزر
آلات اللحام بالليزر تستخدم نبضات الليزر عالية الطاقة لتسخين المواد محليًا في مناطق صغيرة، وإذابتها من خلال التوصيل الحراري وتحقيق اللحام. يتضمن مبدأ عملها بشكل أساسي الجوانب التالية:
- التركيز البصري: تستخدم آلة اللحام بالليزر شعاع الليزر الناتج عن الليزر لتركيز طاقة الليزر على نقطة اللحام من خلال المكونات البصرية مثل العدسات أو المرايا.
- التوصيل الحراري: عندما يتم تسليط شعاع الليزر على سطح قطعة العمل، يتم امتصاص طاقة الليزر وتحويلها إلى طاقة حرارية. تنتقل الطاقة الحرارية تدريجيًا على طول الجزء الموصل المعدني للمفصل الملحوم من خلال التوصيل الحراري، مما يتسبب في ارتفاع درجة حرارته.
- الذوبان والاختلاط: عندما يتعرض سطح المعدن لدرجات حرارة عالية بما فيه الكفاية، يبدأ المعدن في الذوبان وتكوين بركة منصهرة. تحت تأثير شعاع الليزر، تنتشر البركة المنصهرة بسرعة وتختلط، مما يؤدي إلى توصيل المفصل المعدني.
- التبريد والتصلب: بعد إيقاف إشعاع شعاع الليزر، يبرد حوض المنصهر تدريجيًا ويشكل وصلة ملحومة أثناء عملية التصلب. أثناء عملية التصلب، يتم إعادة ترتيب جزيئات المعدن وتتبلور، لتكوين وصلة ملحومة قوية.
مميزات آلات اللحام بالليزر
- دقة عالية: قادرة على تحقيق دقة اللحام على مستوى الميكرون، وهي مناسبة بشكل خاص لمتطلبات اللحام للهياكل الدقيقة والمعقدة.
- سرعة عالية: خاصة في وضع اللحام ذو الاختراق العميق، بسبب تركيز طاقة الليزر، يكون حوض المنصهر صغيرًا وعميقًا، مما يؤدي إلى سرعة لحام سريعة وكفاءة إنتاج عالية.
- تشوه منخفض: بالمقارنة مع طرق اللحام التقليدية، فإن اللحام بالليزر يستهلك كمية أقل من الحرارة وله تأثير أقل على المواد المحيطة، وهو أمر مفيد في تقليل التشوه بعد اللحام.
- منطقة صغيرة متأثرة بالحرارة: يمكنها تقليل الضرر الحراري للمواد المحيطة وتحسين جودة الوصلات الملحومة.
قوة اللحام بالليزر والسرعة وسمك المادة
1. قوة اللحام بالليزر
تُعد قوة الليزر عاملاً حاسماً في تحديد عمق الاختراق والطاقة الكلية التي تدخل إلى المادة أثناء عملية اللحام. تحدد قوة الليزر كمية الحرارة المتاحة لصهر المعدن الأساسي وإنشاء حوض اللحام. بالنسبة للألواح الأكثر سمكًا، يلزم عادةً قوة ليزر أعلى لتحقيق اختراق كافٍ، بينما بالنسبة للمواد الأرق، يمكن أن تمنع القوة المنخفضة الذوبان المفرط أو الاحتراق.
- قوة أعلى:يتيح اختراقًا أعمق، مما يجعله مناسبًا للحام المواد الأكثر سمكًا. ومع ذلك، فإن زيادة الطاقة على الألواح الرقيقة قد تتسبب في حدوث عيوب مثل عدم استقرار ثقب المفتاح، أو تناثر السوائل، أو حتى الاحتراق.
- طاقة أقل:يعمل بشكل أفضل مع الألواح الرقيقة، مما يوفر تحكمًا أكبر ويمنع الحرارة الزائدة من تشويه أو إذابة المادة.
يجب أن يتم اختيار قوة الليزر بعناية بناءً على سمك المادة لضمان الاندماج المناسب دون عيوب.
2. سرعة اللحام
تشير سرعة اللحام إلى مدى سرعة تحرك الليزر على طول المفصل الذي يتم لحامه. وهي تؤثر على مدخلات الحرارة لكل وحدة طول وهي مهمة في تحديد جودة اللحام. هناك علاقة مباشرة بين سرعة اللحام وقوة الليزر، حيث أن زيادة أحدهما غالبًا ما تتطلب تعديلات على الآخر للحفاظ على خصائص اللحام المطلوبة.
- سرعة لحام أعلى:يقلل من مدخلات الحرارة لكل وحدة طول من اللحام، وهو ما قد يكون مفيدًا للمواد الرقيقة لتجنب ارتفاع درجة الحرارة والتشوهات. ومع ذلك، إذا كانت السرعة عالية جدًا بالنسبة للقوة المحددة، فقد يفتقر اللحام إلى الاختراق، مما يؤدي إلى ضعف المفاصل أو عدم اكتمال الاندماج.
- سرعة لحام أقل:يزيد من مدخلات الحرارة، مما يؤدي إلى ذوبان أكبر للمادة الأساسية واختراق أعمق. وهذا مفيد للألواح الأكثر سمكًا ولكنه قد يؤدي إلى ارتفاع درجة الحرارة أو تدفق المعدن المنصهر بشكل مفرط في المواد الرقيقة.
يعد استخدام سرعة اللحام المثالية أمرًا ضروريًا لتحقيق التوازن في مدخلات الحرارة وتجنب عيوب اللحام الشائعة مثل المسامية أو التشقق أو التشوه.
3. سمك المادة
تلعب سماكة المادة التي يتم لحامها دورًا مهمًا في تحديد كل من الطاقة المطلوبة وسرعة اللحام المسموح بها. تتطلب الألواح الأكثر سمكًا المزيد من الحرارة لتحقيق الاختراق الكامل، مما يعني أن الليزر يجب أن يعمل بمستويات طاقة أعلى، وقد يلزم تقليل سرعة اللحام للسماح بوقت كافٍ لامتصاص الحرارة. وعلى العكس من ذلك، تتطلب الألواح الأرق طاقة أقل وسرعات أعلى لتجنب إدخال الحرارة الزائدة، مما قد يؤدي إلى الذوبان أو الاحتراق.
- لوحات أكثر سمكا:تتطلب طاقة أكبر لتحقيق الاختراق الكامل. يجب أن يوفر الليزر طاقة أعلى، ويجب أن تكون سرعة اللحام أبطأ للسماح بنقل الطاقة الكافية إلى المادة.
- لوحات أرق:تتطلب طاقة أقل، وبالتالي يمكن تقليل قوة الليزر وزيادة سرعة اللحام. تكون المواد الرقيقة أكثر عرضة للتشوهات المرتبطة بالحرارة، مما يجعل التحكم الدقيق في هذه المتغيرات أمرًا ضروريًا.
التفاعل بين القوة والسرعة والسمك
العلاقة بين سرعة اللحام بالليزر والقوة وسمك اللوحة هي عملية موازنة. لكل سمك من المواد، هناك مزيج مثالي من قوة الليزر وسرعة اللحام مما يضمن لحام عالي الجودة مع عمق اختراق صحيح وعيوب ضئيلة.
على سبيل المثال، إذا تم لحام صفيحة فولاذية سميكة، فإن زيادة طاقة الليزر دون تعديل سرعة اللحام قد يؤدي إلى إدخال حرارة مفرطة، مما يتسبب في عيوب مثل الانحناء أو حبة اللحام العريضة بشكل مفرط. من ناحية أخرى، قد يؤدي تقليل سرعة اللحام دون زيادة الطاقة إلى لحام عميق بشكل مفرط، مما قد يؤدي إلى ارتفاع درجة حرارة المادة. بالنسبة للمواد الرقيقة، يمكن أن تتسبب الطاقة الزائدة مع سرعة اللحام البطيئة في ذوبان المادة بشكل مفرط أو احتراقها.
العلاقة بين سرعة اللحام بالليزر وسمك اللوحة
تتطلب الألواح السميكة سرعات لحام أبطأ
عند لحام ألواح أكثر سمكًا بالليزر، تتطلب المادة المزيد من الحرارة لتحقيق اختراق كامل وقوة وصل جيدة. لذلك، يجب تقليل سرعة اللحام للسماح بوقت كافٍ لشعاع الليزر لنقل الحرارة إلى كامل سمك المادة. إذا كانت سرعة اللحام سريعة جدًا، فلن تتمكن طاقة الليزر من الاختراق بالكامل، مما قد يؤدي إلى عمق اختراق غير كافٍ أو لحامات متقطعة أو قوة وصل غير كافية.
- لوحة سميكة (>6 مم): يجب أن تكون سرعة اللحام بطيئة لضمان قدرة طاقة الليزر على اختراق كامل سمك اللوحة، مما يشكل لحامًا مستقرًا وعالي القوة.
يمكن لحام الصفائح الرقيقة بسرعة أكبر
بالمقارنة بالألواح السميكة، تتطلب مواد الألواح الرقيقة (<2 مم) حرارة أقل، مما يجعل من السهل على الليزر اختراق السُمك بالكامل. في هذه المرحلة، يمكن لسرعة اللحام الأسرع أن تمنع المادة بشكل فعال من ارتفاع درجة حرارتها أو ذوبانها بشكل مفرط، مما يتجنب تشوه اللحام أو احتراقه. بالإضافة إلى ذلك، يمكن لسرعات اللحام الأعلى أيضًا تحسين كفاءة اللحام.
- الصفائح المعدنية الرقيقة (<2 مم): يجب أن تكون سرعة اللحام سريعة لتقليل عيوب اللحام مثل التشوه والحرق الناجم عن ارتفاع درجة حرارة المادة.
تأثير قوة الليزر على سرعة اللحام وسمك اللوحة
تحدد قوة الليزر مدخلات الطاقة أثناء عملية اللحام، ويمكن لليزر عالي الطاقة توفير حرارة أقوى، مما يجعله مناسبًا للحام المواد الأكثر سمكًا؛ أما الليزر منخفض الطاقة فهو أكثر ملاءمة للحام المواد الأكثر رقة. عند اختيار سرعة اللحام، يجب أن تتوافق قوة الليزر مع سمك اللوحة لضمان اختراق كافٍ دون التسبب في ارتفاع درجة حرارة المادة.
لحام الليزر عالي الطاقة للألواح السميكة
عند لحام ألواح أكثر سمكًا، يلزم استخدام طاقة ليزر أعلى لضمان نقل الحرارة الكافية إلى داخل المادة، وتشكيل بركة منصهرة مستقرة. جنبًا إلى جنب مع سرعة لحام أبطأ، يمكن لطاقة الليزر تسخين المادة بشكل موحد على مدى فترة زمنية أطول، مما يضمن الاختراق.
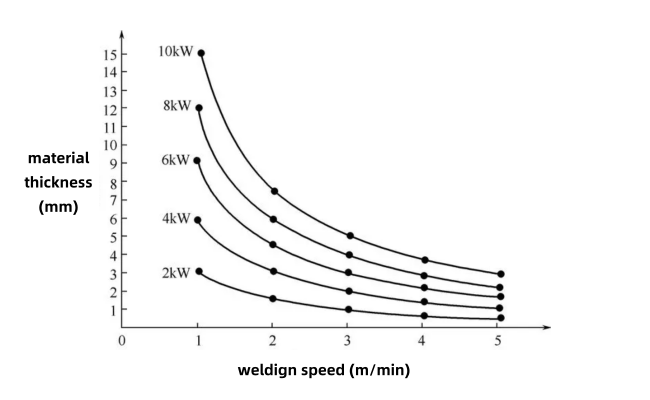
- قوة لحام 6 كيلو واط للوحة السميكة (10 مم): عادة ما تكون سرعة اللحام بين 0.5-1.2 متر/دقيقة.
لحام الليزر منخفض الطاقة للصفائح الرقيقة
في لحام الصفائح الرقيقة، تساعد الطاقة المنخفضة والسرعة العالية في منع ارتفاع درجة الحرارة وتشوه اللحام. عادةً، عندما تكون طاقة الليزر في نطاق 2-3 كيلو وات، يمكنها معالجة صفائح بسمك أقل من 2 مم.
- لحام لوحة رقيقة بقوة 2 كيلو واط (1 مم): عادة ما تكون سرعة اللحام بين 5-10 م / دقيقة.
جدول مقارنة بين قوة وسرعة آلة اللحام بالليزر
فيما يلي مثال للمقارنة بين قوة وسرعة اللحام لآلات اللحام بالليزر في ظل ظروف مختلفة لسمك اللوحة:
سمك المادة(مم) | قوة الليزر(كيلوواط) | سرعة اللحام(م/دقيقة) |
1.0 | 2.0 | 7.0 |
2.0 | 3.0 | 4.5 |
4.0 | 4.0 | 2.5 |
6.0 | 6.0 | 1.2 |
8.0 | 8.0 | 0.8 |
10.0 | 10.0 | 0.6 |
- اللوحة الرقيقة (1-2 مم): إن الجمع بين الطاقة المنخفضة (2-3 كيلو واط) وسرعة اللحام العالية (5-10 م/دقيقة) مناسب لإجراء اللحام في هذه الحالة، مما يضمن التشغيل السريع دون توليد حرارة زائدة.
- صفيحة متوسطة السمك (4-6 مم): يمكن للقدرة المتوسطة (4-6 كيلو واط) المدمجة مع اللحام بسرعة متوسطة (1-3 م/دقيقة) ضمان الاختراق مع تجنب منطقة التأثر بالحرارة الزائدة.
- الصفائح السميكة (>6 مم): يتم استخدام القدرة العالية (8-10 كيلو واط) جنبًا إلى جنب مع اللحام البطيء (0.5-1 م / دقيقة) للصفائح السميكة لضمان اختراق الحرارة الكافية للمادة وتشكيل وصلات عالية القوة.
مخطط قوة اللحام بالليزر وسمكه وسرعته
اللحام بالليزر هو تقنية توصيل دقيقة يمكنها توفير لحامات عالية السرعة وعالية الجودة لسمك المعادن المختلفة. العلاقة بين قوة الليزر وسمك المادة وسرعة اللحام أمر بالغ الأهمية لتحقيق نتائج مثالية. هذا مخطط شامل يوضح هذه المعلمات للمواد الشائعة.
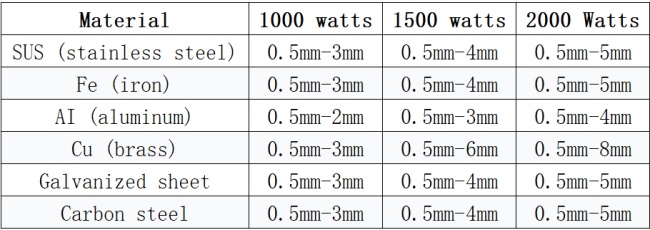
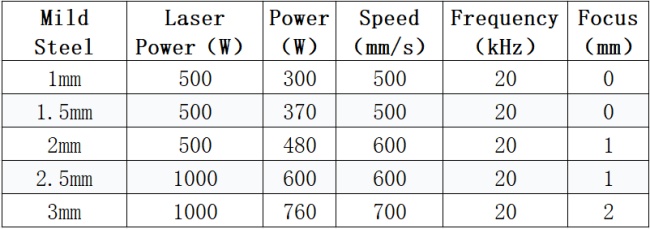
الفولاذ الطري
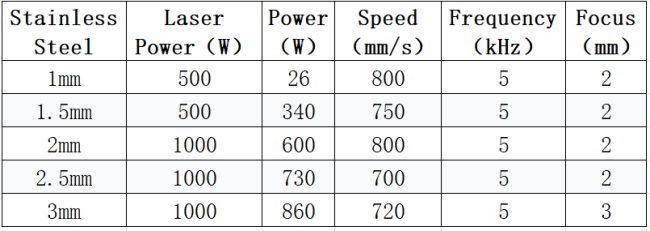
الفولاذ المقاوم للصدأ
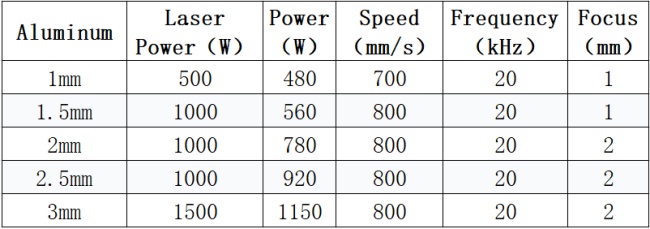
الألومنيوم
نحاس
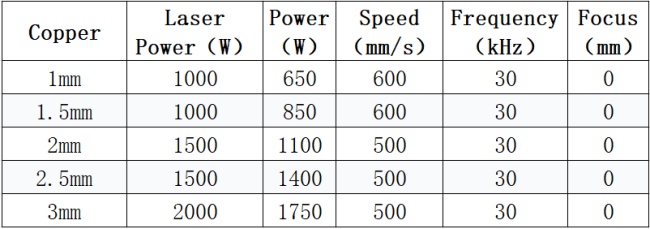
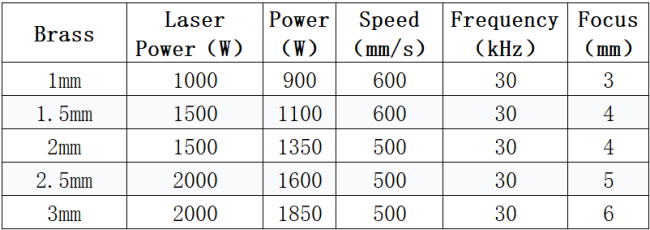
نحاس
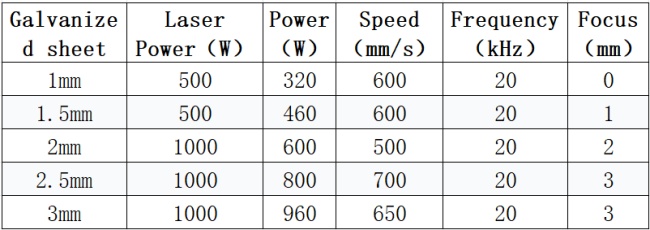
صفائح مجلفنة
خاتمة
باختصار، تتطلب الألواح الأكثر سمكًا عمومًا طاقة أعلى وسرعات أبطأ، بينما تتطلب المواد الأرق طاقة أقل وسرعات لحام أسرع. يضمن هذا التوازن الدقيق استخدامًا فعالًا للطاقة وجودة لحام عالية. يتيح فهم التفاعل بين هذه المتغيرات للمصنعين تحسين عملياتهم لتطبيقات ومواد وسمك محدد، مما يؤدي إلى لحامات أقوى وأكثر موثوقية مع الحد الأدنى من العيوب.




