واحد من اضغط على الفرامل التطبيق هو ثني جميع أنواع الأعمدة، ولذلك تتلقى مصانع مكابح الضغط في كثير من الأحيان استفسارات العملاء لإنتاج مكابح الضغط لأعمدة إنارة الشوارع وثني أعمدة الصاري العالية. تم تصميم خط إنتاج أعمدة الإنارة شبه الأوتوماتيكية خصيصًا لتصنيع الأعمدة، وفيما يلي أحد خطوط إنتاج أعمدة الإنارة شبه الأوتوماتيكية المقدمة من SC SHENCHONG لعملائنا.
معلومات القطب العميل
لدى هذا العميل نوعين من الأعمدة التي يرغب في إنتاجها: أحدهما هو الأعمدة المضلعة والآخر هو الأعمدة المخروطية.
أعمدة متعددة الأضلاع (المواد: S235) | الحد الأقصى لعدد السكتات الدماغية | 16 |
|
الأبعاد القصوى |
|
|
|
| سماكة | 6 | مم |
| طول | 12000 | مم |
| القطر (قطعة واحدة) (الحد الأدنى) | 160 | مم |
| القطر (قطعة واحدة) (الحد الأقصى) | 500 | مم |
أعمدة مخروطية (المواد: S235) |
|
|
|
الأبعاد القصوى |
|
|
|
| سماكة | 4 | مم |
| طول | 12000 | مم |
| القطر (قطعة واحدة) (الحد الأدنى) | 60 | مم |
| القطر (قطعة واحدة) (الحد الأقصى) | 210 | مم |
| مخروطي / تخفيض مخروطي بطول طويل |
|
|
|
|
|
|
أبعاد دقيقة |
|
|
|
| سماكة | 4 | مم |
| طول | 6000 | مم |
| القطر (قطعة واحدة) (الحد الأدنى) | 60 | مم |
| القطر (قطعة واحدة) (الحد الأقصى) | 135 | مم |
| مخروطي / تخفيض مخروطي بطول طويل |
|
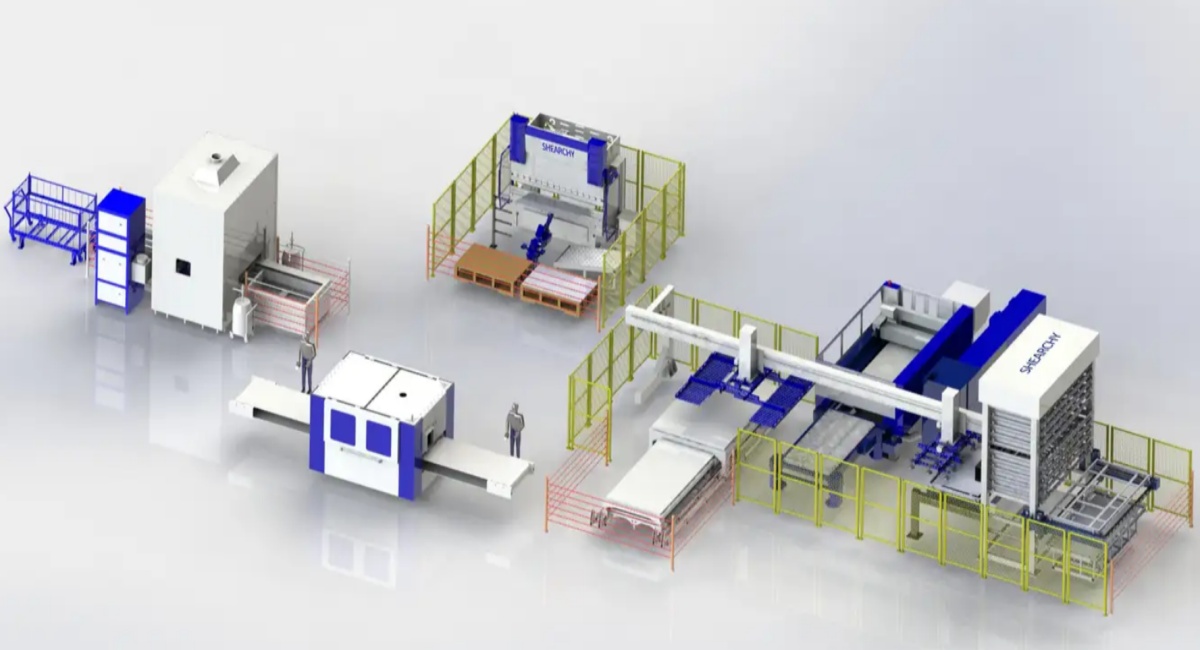
عملية تكنولوجيا تصنيع أعمدة الضوء
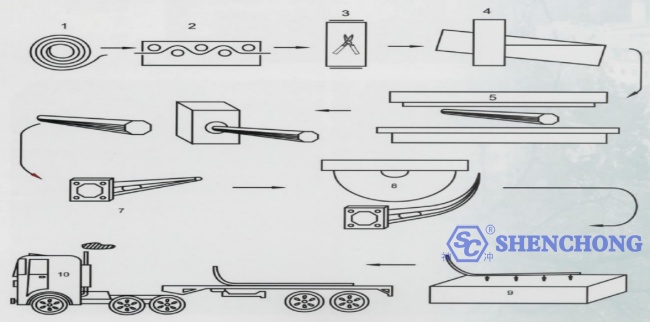
تدفق عملية خط إنتاج أعمدة الإنارة شبه الأوتوماتيكية
- حل
- تسوية اللوحة
- قطع اللوحة
- ماكينة قص الصفائح المائلة
- تسوية لوحة ورقة الحز مرة أخرى لتقليل الضغط.
- تكديس الألواح المقطوعة طولياً على جهاز التفريغ (العملية من التفكيك إلى تكديس الورقة تلقائية).
- استخدم الرافعة لنقل الألواح المكدسة إلى مكبس الضغط.
- نظام تحميل تروس مزدوج الشعاع لتحميل الصفيحة إلى جهاز التغذية الأمامي لفرامل الضغط.
- انحناء عمود الإنارة
- آلة لحام وصلة القطب (أقطاب تفريغ الفرامل ذات الضغط الترادفي متصلة بآلة اللحام).
معدات الإنتاج الرئيسية
- فك – تسوية – خط القطع
- آلة الحز
- نظام تحميل تروس مزدوج الشعاع
- جنبا إلى جنب الصحافة الفرامل
- ماكينة لحام وربط القطب
قطع CNC لخط الطول لعمود الضوء
الموديل: CTLA6x1600
النوع الأوتوماتيكي، مع آلة تسوية من النوع الأربعة + قص + 3 شفرات لحافة القطع + وحدة الحز المستدقة.

سمات
- المواد الخام عبارة عن لفائف فولاذية، والإخراج عبارة عن لوحة شبه منحرفة متساوية الساقين مناسبة لحجم عمود إنارة الشوارع
- فك اللف، والتسوية، وقطع الطول، وإزالة الحواف، والقص المائل، والتفريغ والتكديس في خط إنتاج واحد. إنها آلة وعملية. بعد قطع مقصات اللوحة بشكل عرضي، ليست هناك حاجة لقيادة الرافعة للتحميل والتفريغ، والدخول مباشرة في عملية القص المائل. تقليل عدد المشغلين والعمالة وتحسين سرعة الإنتاج.
- النوع الأوتوماتيكي الكامل، التحكم CNC في طول الورقة، التحكم في كمية الورقة CNC، القص المائل الأوتوماتيكي، التفريغ الأوتوماتيكي ونظام التراص الأوتوماتيكي.
- سرعة الإنتاج سريعة للغاية، لأن السرعة أسرع بكثير من العملية اللاحقة. بشكل عام، بعد اكتمال هذه العملية، يمكن للمشغلين العمل في عمليات أخرى، مما يوفر وقت العمل بشكل كبير ويقلل تكاليف الإنتاج.
- يجب أن يكون المشغل مسترخياً ويقلل الاتصال باللوحة الفولاذية، وهو أمر آمن للموظفين.
- تتميز آلة القص بوظيفة الدوران الشامل، والتي يمكن أن تدور بزاوية معينة بالنسبة إلى الخط المركزي، بحيث تكون لوحة القطع متوازية الأضلاع، وهو مناسب لآلة القص المائلة للحصول على لوحة شبه منحرفة متساوية الساقين بعد القص المائل، وهو مناسبة لإنتاج أعمدة الإنارة. ليست هناك حاجة لعملية التشذيب لتقليل نفايات الصفائح المعدنية.
- جهاز قطع حافة الشفرات الثلاثة، والذي يمكنه إزالة حافة النفايات وقطع النصف الأوسط في نفس الوقت عندما يمكن استخدام عرض الورقة كأربعة أقطاب.
- بعد القص المائل، يتم تكديس اللوحات في نفس الاتجاه بشكل منفصل دون فرز. يمكن رفع الألواح المتعددة (مثل 30 لوحة) مباشرة إلى آلة الثني، وهي آمنة وتوفر الوقت.
- وحدة التسوية الاختيارية بعد القطع المستدق، والتي يمكن أن تزيل الضغط الناتج عن القطع المستدق وتصنع أعمدة إنارة عالية الجودة.
المعلمة الفنية والأجهزة المكونة
المقياس التقني
- سمك المادة: الفولاذ الطري المدلفن على الساخن الحد الأقصى: 6 مم، الحد الأدنى: 2 مم لـ Q235، Q345، قوة الخضوع: 235 ميجا باسكال، 345 ميجا باسكال
- أقصى عرض للصفائح الفولاذية: 1600 مم
- وزن لفائف الصلب: الحد الأقصى 30 طن
- القطر الداخلي للملف الفولاذي: Φ508mm- Φ760mm
- سرعة التسوية: 5- 15 م/دقيقة
- عدد بكرات التسوية: 13، الأسطوانة العلوية 6، الأسطوانة السفلية 7
- قطر بكرات التسوية: 132 ملم
- مسافة بكرة التسوية: 143 ملم
- مادة أسطوانة التسوية: GCr15
- تسوية صلابة الأسطوانة: HRC55-58
- جهاز الأسطوانة الداعمة: بكرات علوية ومنخفضة كل 3 وحدات
- دعم قطر الأسطوانة: 140 ملم
- نطاق الطول للمقياس: 2000~12000mm حسب المتطلبات
- التسامح مع طول القطع: أقل ± 2 مم (قاعدة على لوحة بطول 8 أمتار)
- قوة محرك التسوية الرئيسي: 37 كيلو واط، 960 دورة في الدقيقة
- سعة آلة القص: 6 مم × 2500 مم
- زاوية دوران آلة القص: 1.5 درجة.
- سرعة القطع ذات الحافة المزدوجة والمستدقة: 15 م/دقيقة.
- قوة المحرك الرئيسي للقطع: 5.5 كيلو واط
- سرعة التحرك دوللي: 15 م/دقيقة. قابل للتعديل
- مادة شفرة الحز: H13k
- قطر شفرة القطع: 280 ملم
- قطر لفة القرص: 280 مم
- العرض الداخلي لوحدة قطع الحافة: 1550 مم
- العرض الداخلي لوحدة الحز المستدقة: 1800 مم
- مساحة العرض للآلة: حوالي 7200 مم
تفاصيل الجهاز
- لفائف الصلب تحميل سيارة دوللي
- آلة فك اللفائف الهيدروليكية ذات الرأس المزدوج من النوع المظلي
- الضغط والتوجيه الهيدروليكي، جهاز رأس المجرفة الهيدروليكي، جهاز القرص
- المنضدة المتوسطة طريقة المتداول
- جهاز توجيه
- وحدة التسوية: (نوع رباعي)
- ماكينة قص من النوع الدوار
- طاولة دعم بطول العمود + عربة مع جهاز التشغيل الآلي:
- جهاز رفع اللوحة.
- وحدة قطع حافة الشفرات الثلاثة.
- طاولة دعم بطول القطب + عربة مع جهاز التشغيل الآلي
- جهاز رفع اللوحة.
- وحدة الحز تفتق
- طاولة دعم من النوع الكروي للتفريغ
- نظام أوتوماتيكي لتفريغ وتكديس الألواح المستدقة
- نظام كهربائي
- النظام الهيدروليكي
- نظام هوائي
عناصر الخيار
الخيار 1: وحدة التسوية بعد التقطيع المستدق،
الخيار 2: لوحة النظام غير متصل
الخيار 3: وظيفة التشخيص عن بعد.
الخيار 4 قطع الغيار
نظام تحميل تروس مزدوج الشعاع
بعد التقطيع والتسوية، استخدم رافعة لرفع كومة من الألواح المقطوعة يدويًا إلى محطة الجمالون أمام آلة الثني.
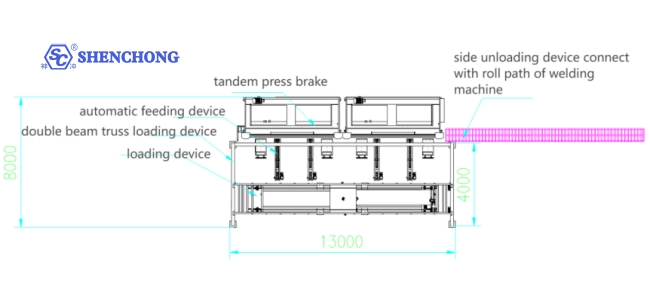
سير العمل:
كوب مصاصة الفراغ لنظام تحميل الجمالون المزدوج يمسك اللوحة من مسار لفة آلة الحز.
قم بتحميل اللوحة على جهاز التغذية الأمامي الأوتوماتيكي لفرامل الضغط الترادفية.
جهاز التغذية الأمامي الأوتوماتيكي لفرامل الضغط يغذي اللوحة.
تعمل مكابح الضغط الترادفية على ثني قطعة العمل.
بعد الثني، يتم التحكم بجهاز التفريغ الجانبي CNC لتفريغ الأعمدة النهائية.
يتم تحميل الأعمدة النهائية على مسار اللف لآلة اللحام.
- يتضمن نظام تحميل الجمالون المزدوج محطتي عمل، يبلغ طول كل محطة عمل 2000 مم، وبالتالي يبلغ طول نظام تحميل الجمالون المزدوج 4000 مم.
- نظام تحميل تروس مزدوج الشعاع تحميل الوزن ماكس. 1200 كجم، اعتماد العتاد والرف، دليل خطي كجهاز نقل. يستخدم جزء التحميل محرك سيرفو وكوب مصاصة فراغ.
الفرامل الصحافة جنبا إلى جنب باستخدام الحاسب الآلي

لتلبية متطلبات الانحناء الخاصة بالعميل، نوصي بذلك جنبا إلى جنب مع الفرامل الصحافة CNC الموديل: 2-WE67K 600 طن 6000 مم، بإجمالي 1200 طن 12000 مم. نقوم بتصميم هذه الآلة لأعمدة الإنارة والمواد والحد الأقصى. سمك 6 مم، أقصى طول 12000 مم، قطر القطب 60-500 مم.
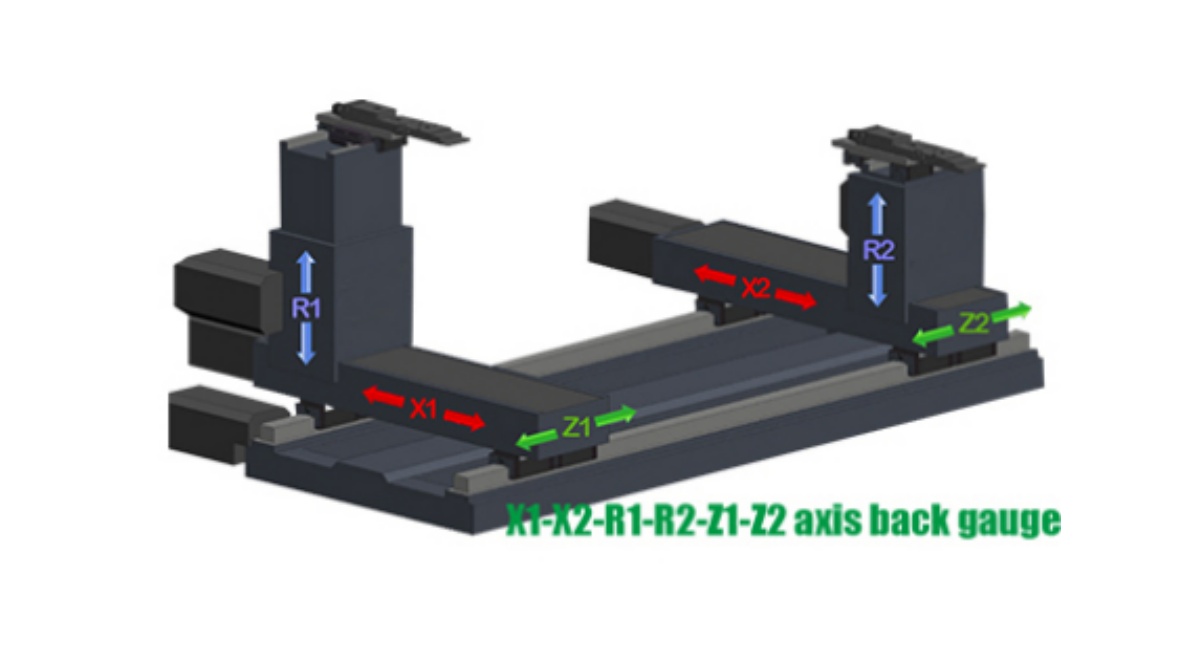
تصميم خاص لفرامل الضغط الترادفية CNC في خط إنتاج أعمدة الإنارة شبه الأوتوماتيكية
- جهاز تغذية أمامي أوتوماتيكي يتم التحكم فيه بواسطة CNC
- جهاز التغذية الخلفية الأوتوماتيكي الذي يتم التحكم فيه بواسطة نظام CNC
- جهاز التفريغ الجانبي تلقائيا
- تمتص تلقائيًا (بما في ذلك هيكل الفصل المغناطيسي، وهيكل التحميل تلقائيًا.
معلمة الآلة
نموذج | 2-أسبوع-600/6000(إيسا-S860) | ||
لا. | غرض | وحدة | قيمة |
1. | ضغط | كن | 2×6000 |
2. | جدول العمل | مم | 2×6000 |
3. | المسافة بين السكن | مم | 4800 |
4. | عمق الحلق | مم | 1250 |
5. | السكتة الدماغية رام | مم | 300 |
6. | تقترب السرعة | مم/ثانية | 100 |
7. | سرعة العمل | مم/ثانية | 8-12 |
8. | سرعة العودة | مم/ثانية | 60-100 |
9. | المحور(13+2) |
| Y1،Y2،X1،X2،X3،X4+V1 Y3،Y4،X5،X6،X7،X8،C+V2 |
10. | Y1، Y2، Y3، Y4 التسامح الموازي | مم | ±0.01 |
11. | شوط التغذية الأمامي | مم | 1800 |
12. | ضربة التغذية الخلفية | مم | 1250 |
13. | ضوء النهار | مم | 980 |
14. | المحرك الرئيسي | كيلووات | 37×2 |
15. | البعد الكلي للآلة الواحدة (LxWxH) | مم | 6600*3700*4700 |
16. | وزن الآلة الواحدة | طن | 56 |
مواصفات محور CNC:
Y1، Y2، Y3، Y4 - محور أسطوانة التحكم، X1، X2، X3، X4، X5، X6، X7، X8 محور - محور تغذية التحكم، محور التفريغ الجانبي للتحكم C، V1، V2 - تتويج طاولة التحكم باستخدام الحاسب الآلي
الأداء والخصائص الرئيسية
- يتكون الإطار من خزان الوقود، والصينية، والدعم، وطاولة العمل، وألواح الحائط اليسرى واليمنى والمتزلجون. يضمن الهيكل والقوة الهيكلية العالية ودرجة الفولاذ الكبيرة القوة الهيكلية للإطار ويعتمد الاهتزاز للتخلص من الإجهاد.
- تتعرض الأجزاء الهيكلية للصدأ بسبب السفع بالخردق ورشها بطلاء مضاد للصدأ.
- تتم معالجة لوحة الحائط، والمنزلق، ومنضدة العمل بواسطة آلة حفر وطحن الأرضية CNC واسعة النطاق لمرة واحدة لضمان التوازي والعمودية لكل سطح تركيب.
- مبدأ تزامن الماكينة: تطبيق الصمام النسبي المؤازر الكهروهيدروليكي لضمان تزامن الآلتين، واستخدام الصمام النسبي المؤازر الكهروهيدروليكي للشركة الألمانية، وخصائص أدائه هي العمل المستمر لقوة التشغيل العالية للمغناطيس الكهربائي، احتكاك زوج الحركة الميكانيكية مضخم إلكتروني صغير الدقة يتميز بخصائص التشغيل السريعة. يتم تثبيت شبكة في كل طرف من طرفي اللوحة الرأسية لمنضدة العمل، والتي تعكس بشكل مستمر موضع الضربة وخطأ المزامنة لشريط التمرير وترسل الفرقين إلى نظام التحكم في الحواسيب الصغيرة للتحكم في الصمام النسبي المؤازر الكهروهيدروليكي لمزامنة التوأم -سلندرات كل ماكينة على حدة. نظرًا لأن مقياس الشبكة لا يتم تركيبه مباشرة على لوحة جدار الإطار، ولكن يتم تركيبه على إطار على شكل C مثبت على اللوحة الرأسية للطاولة، ويتم استخدام طاولة العمل كنقطة مرجعية، ويكون شريط التمرير نفسه والإطار تحت الحمل . لا يؤثر التشوه على دقة القياس والتحكم في المقياس. تنقل مزامنة الماكينة الخاصة بوصلة الماكينة معلومات المزامنة الميكانيكية إلى إشارة كهربائية إلى لوحة المزامنة والكمبيوتر الصغير من خلال مقياس الجهد التفاضلي المثبت بين المنزلقين، وتتحكم في الصمام النسبي المؤازر الكهروهيدروليكي من خلال لوحة التضخيم لجعل العمل المتزامن للآلة المزدوجة.
- يمكن للمشغل إجراء حوار مباشر بين الإنسان والآلة من خلال الكمبيوتر، وعرضه باللغتين الصينية والإنجليزية، وحساب قوة الانحناء وضبطها تلقائيًا، وتحسين تسلسل الثني، وحساب طول قطعة العمل، وإظهار الشكل ومعلومات التشغيل الضرورية قبل وبعد تتم معالجة قطعة العمل، والتحكم التلقائي في الحساب في أعلى المركز الميت، ونقطة تغيير السرعة، وعرض الصورة، كاملة المواصفات، مع البرمجة، والركض، والضغط، والتحكم في الاسترداد البطيء وغيرها من الوظائف.
النظام الهيدروليكي
- يتم تشغيله بواسطة مجموعة صمامات مؤازرة كهروهيدروليكية مستوردة من قبل شركة ألمانية. إنها ذات هيكل مدمج، وأداء ختم قوي، ودقة تزامن عالية وعمر خدمة طويل.
- صمام تعبئة خارجي ذو قطر كبير مع سرعة عالية وخسارة منخفضة.
- إن استخدام مضخة الضغط العالي ذات التروس الداخلية من سوميتومو يمكن أن يتحمل الضغط العالي والضوضاء المنخفضة.
- يعتمد ختم الأسطوانة مكون الختم الخاص بشركة SKF السويدية، والذي يتميز بتآكل منخفض وعدم وجود تسرب.
- يتمتع النظام الهيدروليكي بحماية أمان الفائض الزائد.
- الاسطوانة مزورة بشكل متكامل مع 45 فولاذ. بعد المعالجة الخشنة، والمعالجة الحرارية، والتشطيب والطحن الدقيق، يتمتع الجدار الداخلي للأسطوانة بالصلابة ومقاومة التآكل، ودقة أسطوانية عالية.
- المكبس مصنوع بشكل متكامل من الفولاذ 45. بعد المعالجة الخشنة والمعالجة الحرارية والطحن الدقيق، يتم طلاء السطح بالنيكل والفوسفور بواسطة التكنولوجيا العسكرية الأكثر تقدمًا في البلاد. يتمتع مكبس الأسطوانة بخاصية تشحيم ذاتي جيدة ويمكنه تحسين عمر الخدمة بشكل كبير.
- مستوى الزيت لديه شاشة واضحة وبديهية.
- يمكن لنظام التوجيه عالي الدقة ونظام قياس الموضع ووظيفة التوازن الهيدروليكي تلبية احتياجات المعالجة الكاملة.
- يمكن للمعدات أن تعمل بشكل متواصل لمدة 16 ساعة تحت الحمل المقدر، في حين أن النظام الهيدروليكي لا يوجد به أي تسرب والعمل مستقر والأداء جيد. يمكن التحكم في درجة حرارة الزيت ضمن المعيار الوطني (60 ~ 70 درجة مئوية).
نظام التحكم الكهربائي
- تتوافق المكونات الكهربائية مع المعايير الدولية، وهي آمنة وموثوقة، ولها قدرة قوية ضد التداخل، وخزانة التحكم الكهربائية لديها وظيفة تبديد الحرارة.
- يحتوي على مفتاح قدم متحرك لسهولة التشغيل ووظيفة التوقف في حالات الطوارئ.
قدرة الآلة على مقاومة الإزاحة
نظام المؤازرة الكهروهيدروليكية الخاص بالماكينة هو نظام للتحكم في الموضع، والذي يكتشف ديناميكيًا خطأ مزامنة شريط التمرير من خلال مسطرة الشبكة، ويصحح خطأ مزامنة شريط التمرير بواسطة إشارة صمام المؤازرة الكهروهيدروليكية المقدمة من التحكم العددي النظام، بحيث يكون شريط التمرير بالكامل في حالة التحميل الجزئي، يمكن دائمًا أن يكون موازيًا للجدول.
ماكينة لحام لغلق الأعمدة باستخدام الحاسب الآلي
الموديل: HM500/12000
نطاق التطبيق: مناسب لللحام الأوتوماتيكي الطولي للإغلاق الطولي للقطب متوسط الحجم، مثل عمود 5G، أحادي القطب، عمود الصاري العالي وعمود إضاءة الشارع العادي.

سمات
- الضبط التلقائي باستخدام الحاسب الآلي، نظام CNC، مع تغيير قطر القطب، ضبط الضغط تلقائيًا، وضبط موضع قدم المكبس تلقائيًا، ومطابقة سرعة التغذية وموضعها تلقائيًا، والحفاظ على خط اللحام دائمًا في الحالة المغلقة، لضمان اللحام السلس.
- على أساس مؤهلات العملية السابقة، بعد اللحام، لا يوجد التواء في عمود اللحام، وليست هناك حاجة للموظفين لنزع ولف القضيب في الجزء الخلفي من الماكينة لتوسيط اللحام.
- يتم التحكم في عمود القيادة عن طريق تحويل التردد، مع وظيفة إيقاف الفرامل الكهربائية لضمان ثبات لحام الرأس والذيل، يمكن لهذا النظام لحام العمود من النهاية الصغيرة إلى النهاية السفلية بمساحة كاملة وتقريباً لا يوجد طول متبقي خارج اللحام. بهذه الطريقة يتم تقليل العمل اليدوي للعملية التالية.
- عدد أسطوانة التثبيت هو 3 مجموعات، والميزة هي تقليل ضغط الأسطوانة على سطح العمود، وتقليل الخدش على السطح. إنها مناسبة لإنتاج القطب المثمن، القطب المضلع والقطب المخروطي. يمكن أن تكون متساوية القطر أو مخروطية.
- إن عربة الدفع ذات وظيفة العودة السريعة الآلية، لا تحتاج إلى مشغل للدفع للخلف يدويًا، كما أنها تقلل من كثافة اليد العاملة للمشغلين.
- عربة الدفع الخلفية مع جهاز التثبيت الهوائي، إنها بسيطة وسريعة مقارنة بالتثبيت اليدوي.
- وظيفة اللحام بالقوس المغمور
- جانب التفريغ هو من النوع الأسطواني، وهو مناسب للتحميل والتفريغ، ويساعد على تحقيق أتمتة المواد الأولية والنهائية. يمكن أن يكون التحميل والتفريغ على نفس الجانب لجعل المشغل يتجنب الحركة لمسافات طويلة. يحتاج المشغل فقط إلى العمل في موضع الآلة المضيفة، مما يقلل بشكل كبير من كثافة اليد العاملة.
- إن نظام تزامن ضغط الزيت والتحكم المطوَّر ذاتيًا يقلل من متطلبات العمود، مما يجعل العمود بعد اللحام أكثر تقريبًا وأقل تشوهًا.
- المشغل: 1 شخص.
- رف تفريغ الحمولة، 5 مجموعات (مناسبة لعمود 12،14 مترًا)
- وفقاً لتخطيط ورشة عمل المشتري، يمكن توفير آلات ذات اتجاهات عمل مختلفة
- لتلبية المتطلبات الخاصة للعملاء، يمكن تصميم الماكينة وتصنيعها خصيصًا لتلبية الأقطاب المختلفة في جميع أنحاء العالم
- من خلال الكاميرا المثبتة على رأس الآلة، ينعكس خط اللحام على شاشة لوحة التحكم الرئيسية، مما يجعل تتبع خط اللحام بسيطًا وسهلاً، ويقلل من كثافة اليد العاملة للمشغل لمراقبة اللحام.
تتكون الآلة من الأجزاء التالية
- طاولة عمل طويلة لتحريك العربة
- إطار العملاق الرئيسي
- نظام قيادة العربة
- تفريغ رف الأسطوانة، 5 مجموعات (مناسبة لعمود 12،14 م)
- جزء التثبيت الهيدروليكي (بما في ذلك بكرات التثبيت، مناسبة للقطب متوسط الحجم)
- نظام اللحام بالقوس المغمور، مع نظام تغذية الأسلاك
- نظام استرداد التدفق
- النظام الهيدروليكي
- نظام التحكم
- الكاميرا ونظام مراقبة التماس اللحام. أسطوانة التثبيت، وفقًا لمتطلبات القطب الخاصة بالعميل. مع مجموعة واحدة مناسبة للصاري العالي أحادي القطب، وقالب القطب 5G. مع
- مجموعة واحدة مناسبة لأعمدة إنارة الشوارع العادية، بقطر لا يقل عن 60 مم (الأعمدة المستديرة والأعمدة المخروطية)
- مجموعة واحدة مناسبة لأعمدة إنارة الشوارع العادية، بقطر لا يقل عن 60 مم (عمود مثمن)
- مجموعة من أدوات التثبيت الخلفية المناسبة لأعمدة إنارة الشوارع العادية. (يتضمن أداة صغيرة، مناسبة للأعمدة ذات الطول القصير جدًا، مثل الذراع بطول 1 إلى 2 متر)
- نظام تحميل وتفريغ أعمدة إنارة الشوارع (اختياري)
- نظام بيانات الإنتاج الشبكي
- وظيفة التشخيص عن بعد
- قطع غيار سنة واحدة
كفاءة إنتاج خط إنتاج أعمدة الإنارة شبه الأوتوماتيكية
من خلال اعتماد خط إنتاج أعمدة الإنارة شبه الأوتوماتيكي أعلاه لأعمدة 12000 مم، يحقق العميل نتيجة كفاءة إنتاج ممتازة.
- خط القطع حسب الطول + آلة الحز لتصنيع أعمدة الشوارع العادية: 200 ~ 250 قطعة / 8 ساعات.
- مكابس الضغط: عمود الشارع العادي وعمود الصاري العالي: 80-160 قطعة / 8 ساعات.
- آلة لحام عمود الإغلاق: عمود الشارع العادي: حوالي 50 قطعة / 8 ساعات.
خاتمة
يتضمن خط إنتاج أعمدة الإنارة شبه الأوتوماتيكية آلة الحز، خط القطع حسب الطول، آلة قص الألواح، آلة التحميل الأوتوماتيكية، فرامل الضغط الترادفي، آلة لحام الإطار. يجب أن يستخدم تخطيط المصنع المختلف ومتطلبات تصنيع الأعمدة المختلفة اقتراح خط إنتاج مختلف. مرحبًا بكم في الاتصال بنا للحصول على المزيد من مقترحات خطوط إنتاج أعمدة الإنارة.
مقالات لها صلة: